-

IT café



Új hozzászólás Aktív témák
-

szalámissüti
tag
válasz
 mazso26
#1694
üzenetére
mazso26
#1694
üzenetére
Tegyél majd fel képeket

Z tengelynél én mindkét oldalt rögzíteném, és két Z motorral hajtanám, sokkal "merőlegesebbek" lesznek a falak. Mindenképp orsót használj, a trapézorsó általában elég, a golyósorsó kicsit szebb eredményt ad. Ha tudod, csináld zártra, bizonyos anyagoknál sokat segít (HIPS pl.)
-
-
#1704
 elvakúlt
csendes tag
szalámissüti
#1703
elvakúlt
csendes tag
szalámissüti
#1703
elvakúlt
csendes tag
válasz
 szalámissüti
#1703
üzenetére
szalámissüti
#1703
üzenetére
Köszönöm szépen a válaszaitokat!
-

szata.68
senior tag
Helló mesterek!
Nyomtattatni szeretnék 2 kis alkatrészből pár darabot. Van esetleg aki vállalná?
A mintákat természetesen elküldeném.
Köszi szépen előre is.
Tamás
-

atideath
tag
Komolyan mondom szivat ez a filament. Eddig bq filamentet használtam most rendeltem egy új típust próbálok vele nyomtatni de szinte esélytelen. Már extrusion multipliert felvittem egészen 1.5-ig és szinte semmi sem változik. X-Filament a típusa. 0,3mm rétegvastagság 60m/s hőmérséklet 220C, 0,4mm fúvóka. Valakinek van esetleg ötlete mivel lehetne ezen a problémán segíteni? A szeletelő az Simplify3D.
Hp Microserver Gen8 - Xeon 1270v2 - 16Gb - ESXI 6 | Prusa i3 proB | CoreXY 3D Printer | Oneplus 3
-
#1710
 DrojDtroll
addikt
DrojDtroll
addikt
DrojDtroll
addikt
3mm-es filamentet ebayről vagy itthonról honnan érdemes venni?
-
atideath
tag
válasz
 Zsolt74
#1708
üzenetére
Zsolt74
#1708
üzenetére
A fúvókával kezdtem, kicseréltem egy vadi újra. Gondoltam az a baja de továbbra is ugyanúgy viselkedett. Utána visszavettem 0.2mm-rre a rétegvastagságot ott már egy kicsit jobb lett a végeredmény de még mindig nem mondanám tökéletesnek, kikapcsoltam a hűtést ott már nagyobb javulás volt látható.
Csak azt nem értem hogy akkor nem lehet ezt a filamentet hűteni? 65 fokos asztalnál kb olyan mint a gyurma, úgy tudom felszedni.
Arra hogy a fúvókából hogy jön ki már nem emlékszem, vagyis az emlékeim szerint egyenesen. Most 230 fokon, 0,2mm réteggel, hűtés nélkül elfogadható eredményt produkál de szerintem ez így nem nagyon jó.
Hp Microserver Gen8 - Xeon 1270v2 - 16Gb - ESXI 6 | Prusa i3 proB | CoreXY 3D Printer | Oneplus 3
-
atideath
tag
Na de az az érdekes hogy felidegesített ez az X-Filament, fogtam felbontottam a bq-t amivel eddig gyönyörűen nyomtattam és azzal ugyanez a jelenség. Akkor ilyenkor mivan..
 Nem lehet hogy az átvezető cső dugult részlegesen el?
Nem lehet hogy az átvezető cső dugult részlegesen el?Hp Microserver Gen8 - Xeon 1270v2 - 16Gb - ESXI 6 | Prusa i3 proB | CoreXY 3D Printer | Oneplus 3
-
atideath
tag
Hát most szétszedtem az extrudert, kitakarítottam a recéket (szerintem annyira nem volt vészes) viszont az átvezető cső szerintem kicsit szar volt. Úgyhogy azt is kitakarítottam. Meglátjuk javult-e valamit.
Hp Microserver Gen8 - Xeon 1270v2 - 16Gb - ESXI 6 | Prusa i3 proB | CoreXY 3D Printer | Oneplus 3
-
szalámissüti
tag
válasz
 atideath
#1719
üzenetére
atideath
#1719
üzenetére
Fogj egy a fúvóka átmérőjéhez közeli átmérőjű huzalt, és tisztítsd ki vele a nozzlet. Anélkül a váltás nem segít. Nekem egy herz filament ölte meg teljesen a kedvenc j-heademet, ott is így kezdődött. Ha a dróttal tisztítás megvan, akkor szedd szét a fejet (ha e3d v6-t használsz, akkor abban nincs ptfe betét, szóval szimán tudod tisztítani), tisztítsd ki. Ha nem segít, vedd le a heatsinket, és úgy melegítsd fel a fejet kb 260 fokra (figyelj, hogy ne essen ki a fűtőelem a blokkból, mert az tűzveszélyes), és told bele úgy a drótot. Elvileg így kis tudod szedni a tömődést. A másik lehetőség, hogy kb 170 fokra melegíted az összerakott fejet, beletolsz filamentet úgy, hogy valamennyi jöjjön ki a végéből, aztán lehűtöd 140 fokra, és kihúzod. Ezt ismétled. Elvileg bizonyos típusú szennyeződéseket megszüntethetsz vele. De ha teszel fel képet, akkor többet tudunk segíteni szerintem.
-
atideath
tag
válasz
szalámissüti
#1720
üzenetére
Köszönöm mindenkinek a segítséget. A végre sikerült megoldani a problémát. Szerintem az átvezető cső volt a ludas. Szétkaptam az extrudert (MK8) és az átvezető csövet a belső méretnek megfelelően fúróval átjárattam. Volt benne kosz rendesen. Először át se ment a fúró rajta. Amikor sikerült végre utána pedig egy kis olajjal bekentem a filamentet ami próbaképpen ott volt és áthúzgáltam rajta párszor hogy a teflon belső felére valahogy feljuttassak egy kis olajat. Most simán jár rajta keresztül a filament. Úgyhogy úgy néz ki így tökéletes lett. Nyomtattam vele egy tesztet és szép nyomtatást csinált, úgyhogy egyenlőre sikernek könyvelem el. Bár mondjuk a bq-s filamenttel nyomtattam de vissza fogom tenni a másikat megnézem azzal is szépen nyomtat-e.
Hp Microserver Gen8 - Xeon 1270v2 - 16Gb - ESXI 6 | Prusa i3 proB | CoreXY 3D Printer | Oneplus 3
-
szalámissüti
tag
válasz
 elvakúlt
#1722
üzenetére
elvakúlt
#1722
üzenetére
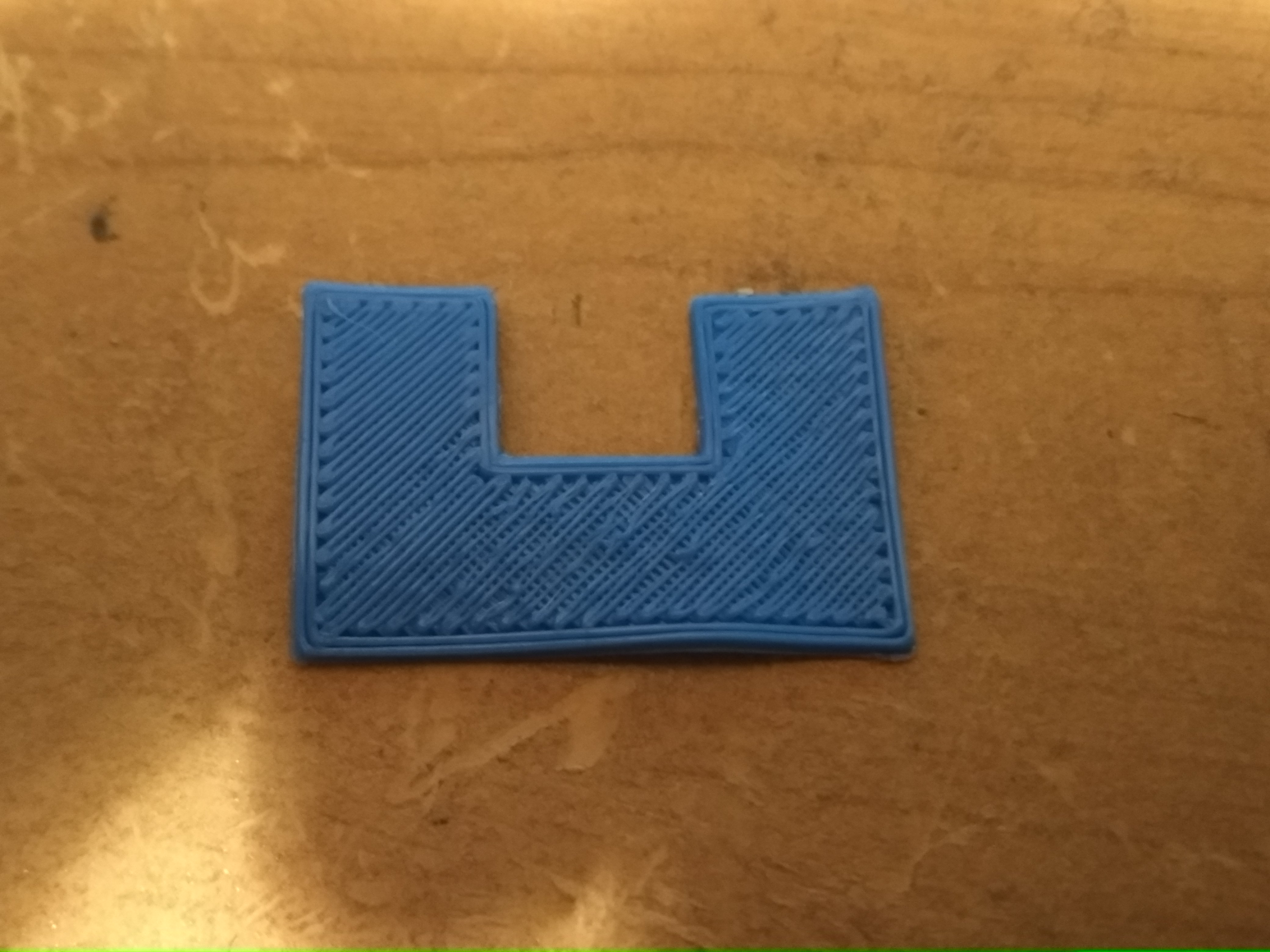
Ennek több oka is lehet:
1) Az extrudálási szélesség nem akkora mint kéne legyen. Állítsd be manuálisan a nozzle átmérőjére.
2) kicsi az overlapping. Növeld meg.
3) Alulextrudálsz: kalibráld az extruder lépésszámát, és mérd meg a filament átmérőjét.
4) túl gyorsan nyomtatsz, vedd lejjebb az infill speedet.Ezek a legjellemzőbb okok tapasztalataim szerint.
-
elvakúlt
csendes tag
Szia, köszönöm szépen az eddig válaszod!
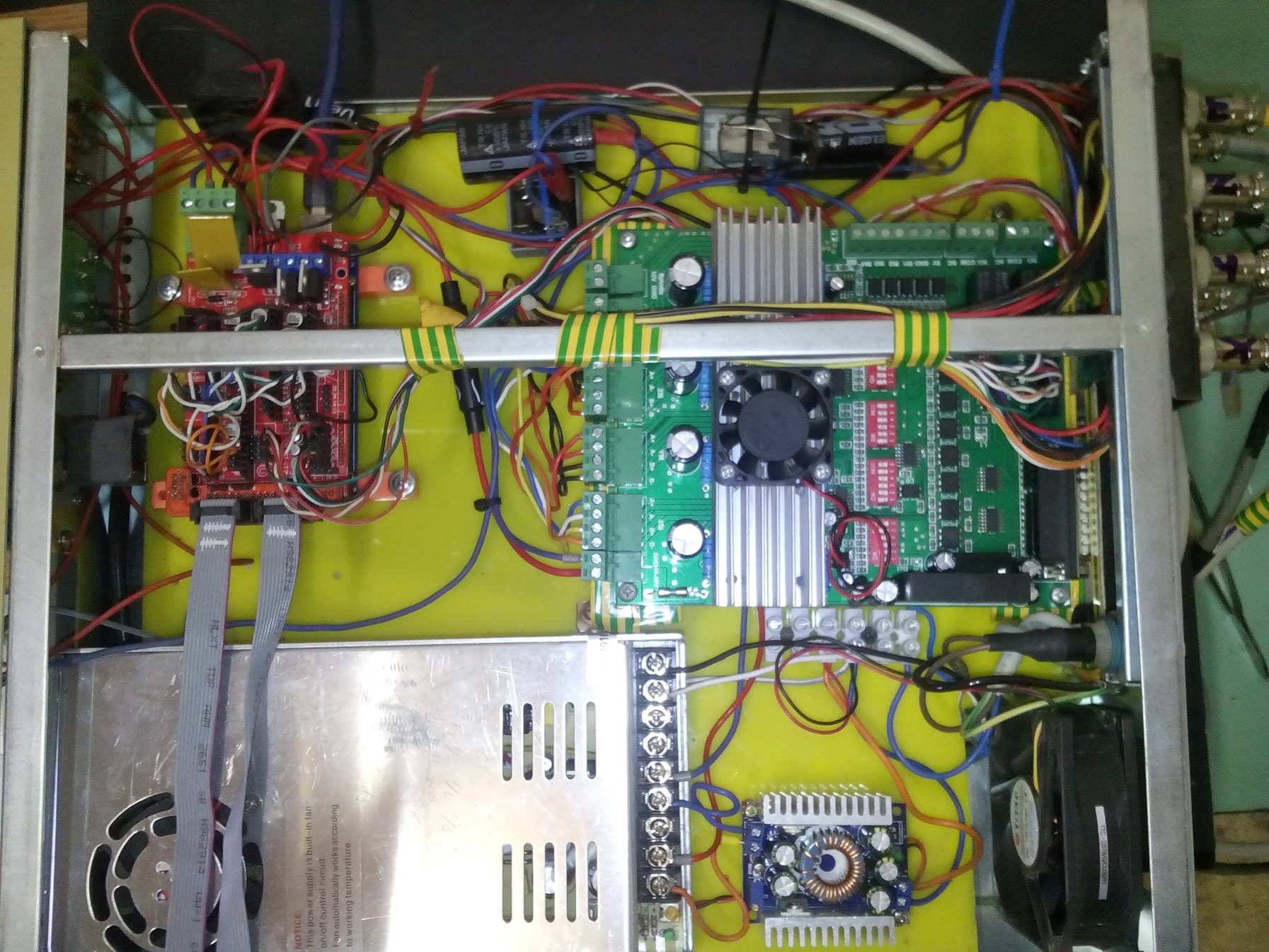
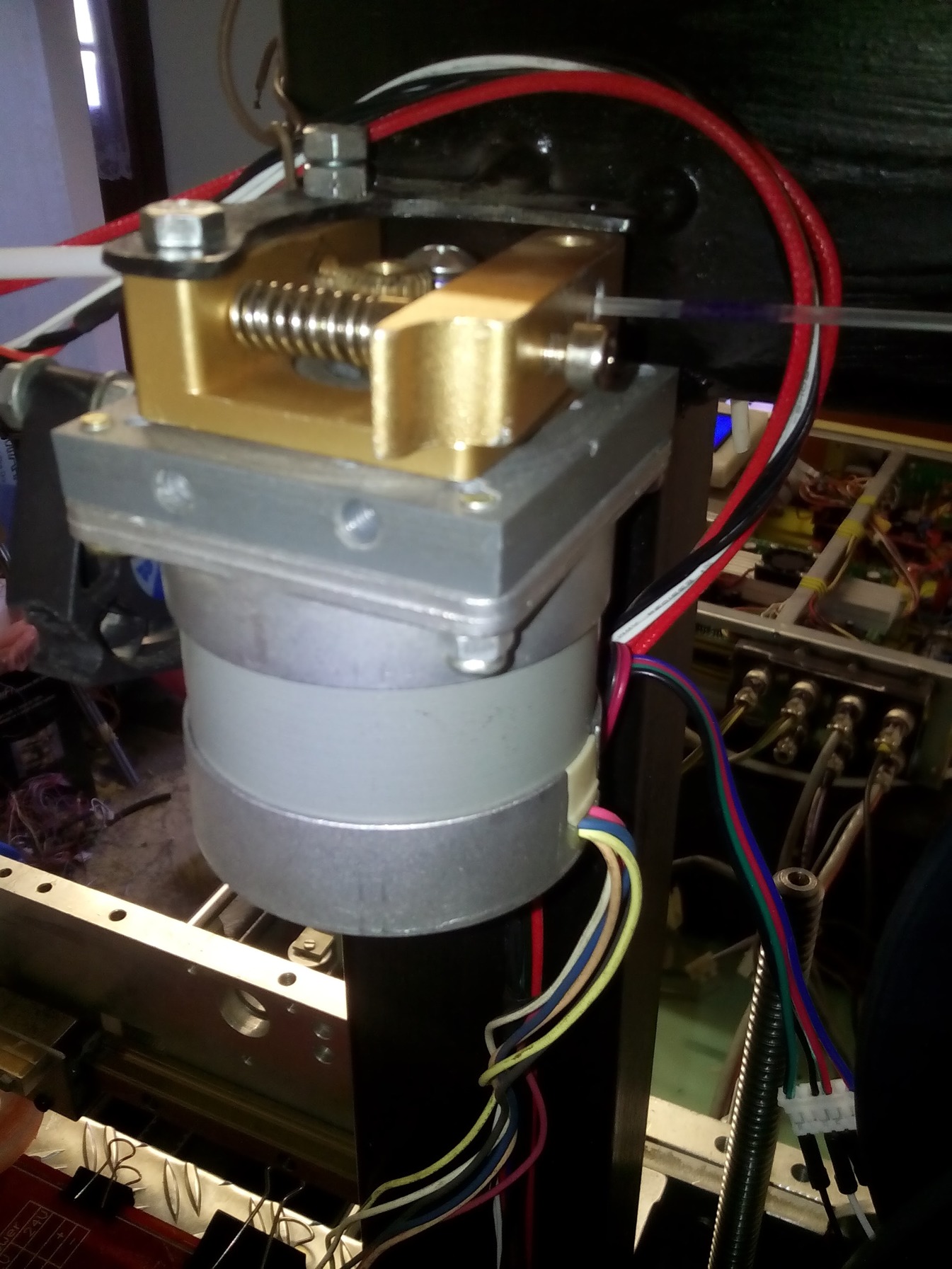
A témában még nagyon az elején járok. Az egyik cnc gravírozómat építettem át nyomtatónak (szóval nem gyári gépről van szó, de annak ellenére nagyon massziv, nem rezonál, 28kg 1 és 1,7Nm motorokkal szerelt, gyors irányváltásokra képes lépéstévesztés nélkül). A slic3r beállításaival viszont nagyon sokat vívok, még nem látom át a rendszert. Tudnál segíteni a beállításában? A jelenlegi beállításokon, minn javasolsz változtatni?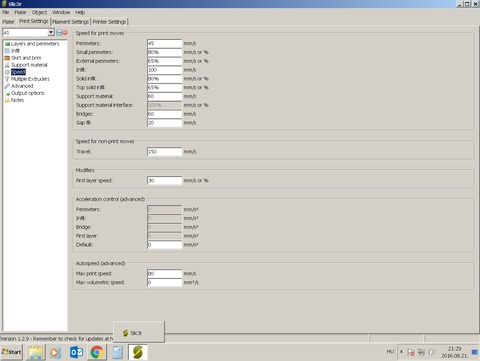
[ Szerkesztve ]
-
szalámissüti
tag
válasz
elvakúlt
#1724
üzenetére
Üdv!
Szerintem az infillt vedd le 60mm/s-re. Illetve nyomtass egy benchyt az nagyon sokat segít a kalibrációban. A travel speedet ha tudja ugrás nélkül, akkor az maradhat. A first layer speedet szerintem %ban add meg, nekem jobban bejött úgy. Az advanced tabon az infill értékét állítsd a fúvókád átmérőjére, és a default extrusion witdthet is.
Így hirtelen most ennyire futotta tőlem, de holnap alvás után még egyszer megnézem
Gyors kérdés: az extruder motorod nem kattog nyomtatás közben?
[ Szerkesztve ]
-
#1726
elvakúlt
csendes tag
szalámissüti
#1725
elvakúlt
csendes tag
válasz
szalámissüti
#1725
üzenetére
Üdvözlet!
Eddig csak PLA-t próbáltam nyomtatni, itt azt tapasztaltam ha 195°C alá vettem a hőmérsékletet akkor az előtoló fogaskerék megkapar a nyomtatószálon.
Valószínű azért nem kattog, mert a motorvezérlő elektronika és a motorok is túl lettek tervezve.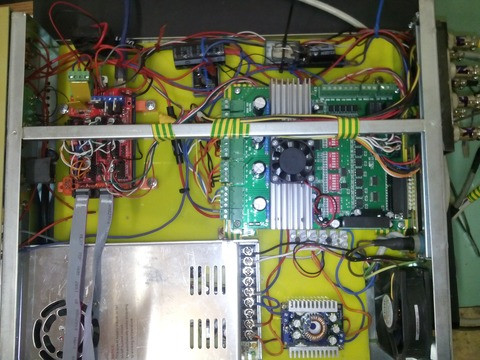

-
#1727
 beis-compo
tag
elvakúlt
#1726
beis-compo
tag
elvakúlt
#1726
beis-compo
tag
válasz
elvakúlt
#1726
üzenetére
Ha kikapar a szálon, akkor nem elég erôs a nyomóerô. Ha kikapar akkor eltömi a recéket, és ott nem fog továbbvinni anyagot, vagy nem annyit mint kellene. Jobb volna ha kattogna. Nyomtatáskor figyeld a száltovábbító a rászorító karját (nagyon közelrôl), hogy mozog-e. Ha mozog ki-be, akkor nem egyenletes, azaz valószínűleg eltömôdött a recés kerék. (bár ahogy nézem nálad ez látszana amúgy is)
[ Szerkesztve ]
-
#1728
elvakúlt
csendes tag
beis-compo
#1727
elvakúlt
csendes tag
válasz
 beis-compo
#1727
üzenetére
beis-compo
#1727
üzenetére
Értem, hogy mit mondasz! A jelenséget csak akkor vettem észre, mikor 195C alatt a kitöltést nyomtatta (infill100mm/s). De már 200C nem tapasztaltam.
-
-
elvakúlt
csendes tag
-

Flashback
addikt
Arduino alapú még a legtöbb FDM nyomtató. Nincs még valami erősebb x86 v. ARM alapú vezérlő? Mert már elég olcsók ezek STM32-es komplett erős cuccok.
Bocs nincs hosszú ö, ü és néha az á is ä :)
-
szalámissüti
tag
válasz
 Flashback
#1733
üzenetére
Flashback
#1733
üzenetére
Igazából van, nem emlékszem a nevükre (asszem a beaglebone ilyen arm alapú cucc), de egyrészt drága, másrészt általában nem szükségesek. Persze nagy méretű gyors deltáknál jól jönnek, de amúgy egy arduino elég szokott lenni. Még a corexyhoz is jók az arduinok kb 2-300mm/s-ig. Tehát az ok nem az, hogy nincs ilyen vezérlő.
-
#1737
Flashback
addikt
szalámissüti
#1736
Flashback
addikt
válasz
szalámissüti
#1736
üzenetére
Van elég jókat írnak róla 3 jobb filament áráért
Bocs nincs hosszú ö, ü és néha az á is ä :)
-
válasz
 #01986816
#1743
üzenetére
#01986816
#1743
üzenetére
Ez át kéne gondolni...
Az ABS és részletek majdnem oximoron

ABS-ből mindennapi használati tárgyak készülnek míg a részletes cuccok mint pl miniatűr figurák és társait inkább PLA-ból nyomtatják. Ezek maximális rétegvastagsága 0.1 legjobb nyomtatókkal sem megy 0.05 mm alá.A pornyomtatás más tészta de árban is egy nagyság-rendel felfelé .P
Ha nincs pénz akkor inkább PLA-ból kell nyomtatni és festeni...[ Szerkesztve ]
“Yesterday is history, tomorrow is a mystery, today is a gift of God, which is why we call it the present.” --- Grand Master Oogway
-

ch003067
addikt
Szevasztok !
Cégalapítás előtt állok, és gyorsan el kéne döntenem, hogy milyen 3d nyomtatót vegyek.
Érdemes agyalni a Objet Eden260v vagy maradjak a simánál ? Pl Mass Portal Pharaoh .
Első körben kisebb ipari alkatrészek készülnének [link]
Szerintetek ?















 Nem lehet hogy az átvezető cső dugult részlegesen el?
Nem lehet hogy az átvezető cső dugult részlegesen el?







 nem pont nyomtatni akarok hanem megnézni 1-et működés közben. És személyes tapasztalatokat gyűjteni mert tervezek én is 3d nyomtatót venni
nem pont nyomtatni akarok hanem megnézni 1-et működés közben. És személyes tapasztalatokat gyűjteni mert tervezek én is 3d nyomtatót venni 









Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen