- Színészek hangjait lopta el egy AI-cég
- Linux kezdőknek
- Ubiquiti hálózati eszközök
- Linux - haladóknak
- Már nem hisz a nagy európai EV-forradalomban a Ford
- Android programozás, Android alkalmazások készítése
- Aliexpress tapasztalatok
- Xiaomi AX3600 WiFi 6 AIoT Router
- Sikeres volt a teszt, elpusztítja internetes műholdjait az Amazon
- Vodafone otthoni szolgáltatások (TV, internet, telefon)
-

IT café



Új hozzászólás Aktív témák
-
#11851
 Reggie0
félisten
Devil Smile
#11850
Reggie0
félisten
Devil Smile
#11850
Reggie0
félisten
válasz
 Devil Smile
#11850
üzenetére
Devil Smile
#11850
üzenetére
Koszi!
-
#11886
Reggie0
félisten
energy4ever
#11877
Reggie0
félisten
válasz
 energy4ever
#11877
üzenetére
energy4ever
#11877
üzenetére
Oldoszerrel kell ramenni, az a tuti. Diklormetan ezt is oldja.
Ha ilyem magas homerseklettel dolgozol, akkor boroszilikat uveg kell, az birja 500 fokig is, de a hosokkot azt nem, ezert a hutessel ovatosan. Legfeljebb 165 fok homersekletugrast bir ki(pl, ha leontod vizzel).
[ Szerkesztve ]
-
Reggie0
félisten
-
#11979
Reggie0
félisten
energy4ever
#11978
Reggie0
félisten
-
#12331
Reggie0
félisten
energy4ever
#12318
Reggie0
félisten
válasz
energy4ever
#12318
üzenetére
Sajna a folia onmagaban sokat nem er, erdemes mellerakni valami szaritoszert, pl. magnezium szulfat, vagy gyujteni a szaritotasakokat es azokat sutoben ujra kiszaritani.
-
#12346
Reggie0
félisten
energy4ever
#12336
Reggie0
félisten
válasz
energy4ever
#12336
üzenetére
Mi hasznaltunk egy ideig, es hat nem egyszeru, mig ertelmes eredmenyig eljutsz. Nem jut eszembe a tipusa, de projectorral vetitett fuggoleges es vizszintes fekete-feher savokat es ket kameraval fotozta, mikozben folyamatosan csokkentette a vonalmeretet, majd forgatott a targyasztalon. A gepesz sracok sokat szivtak vele.
A targyat a feher szinu repedes vizsgalo szpre-vel kellett befujni, hogy hofeher legyen.
[ Szerkesztve ]
-
#13986
Reggie0
félisten
DrojDtroll
#13981
Reggie0
félisten
válasz
 DrojDtroll
#13981
üzenetére
DrojDtroll
#13981
üzenetére
4-es betat, de bugos az is rendesen, foleg ha atmeretezni es mozgatni kell az objektumokat, akkor sokszor nem azt csinalja amit kene, fel vannak cserelve beviteli mezok, stb., de lehet elni vele.
-
#14037
Reggie0
félisten
Mr.Csizmás
#14032
Reggie0
félisten
válasz
 Mr.Csizmás
#14032
üzenetére
Mr.Csizmás
#14032
üzenetére
Koszi, ranezek arra is, most csak egy legutobbi Marvin forditottam ra.
-
Reggie0
félisten
Sziasztok!
0.4-es nozival milyen minosegunek kene lennie a 0.3-as retegvastagsagu nyomatasnak? Ha nem overextrudalok, akkor helyenkent repedesek vannak az oldalaban a Z tengelyre merolegesen, illetve lathatoan nem tapad tokeletesen az infill a falakhoz.
Szoval a kerdes, hogy jol beallitott geppel ugyan olyan hibamentesnek kene lennie, mint 0.2 retegvastagsaggal, vagy altalanos, hogy rosszabb a minoseg(es itt nem a rajzolat finomsagara gondolok), mert kozelebb van a nozzle merethez?
[ Szerkesztve ]
-
Reggie0
félisten
válasz
 Saccco
#14104
üzenetére
Saccco
#14104
üzenetére
235 fokig felmentem, az sem segitett, pedig a heat toweren mar 195 fokon szepek a szalak. De probaltam 205 es 215 fokon is.
Igazabol ott kezdodot a problema, hogy bekalibraltam a tengelyeket es az extrudernel a fogyo hosszt, majd utana a szokasos kocka odal nyomtatas es beallitottam a flow-t, hogy a 0.4mm vastagsag az 0.4mm legyen - ehhez 100%-rol 82%-ra kellett levenni - es innentol kezdve jottek elo a problemak, amiket sem a homerseklet allitas, sem az overlap allitas nem oldott meg. Curaban meg nem lehet kulon flow-t megadni az infillre. Felteteleztem, hogy akkor a 0.4mm leptetes nem megy XY-ban, leellenoriztem, de az pontos maradt. Esetleg filamentre tudnek gyanakodni.
Te a vazat mekkora turessel nyomtattad? Ha visszaterek az extruder kalibracio elotti flowra, akkor ismet szep lesz, csak ugy az egymasba illeszkedo alkatreszekkel van szivas, pl. csavar es anya alig tekerheto egymasra.
(#14106) Imy: Gembird PLA szurke szin.
-
Reggie0
félisten
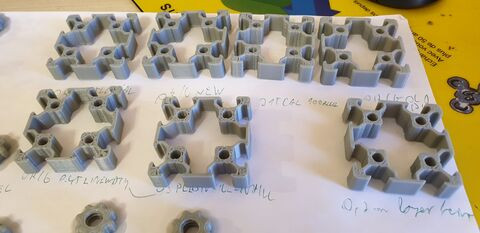
Balrol jobbra fentrol indulva:
1. Kalibralas utani, kalibralt flow-al. 215 fok, 0.3mm reteg, 0.4mm vonal
2. Kalibralas utani, 100% flow-al. 215 fok, 0.3mm reteg, 0.4mm vonal
3. Kalibralas utani, kalibralt flow-al, de infill sebesseg es gyorsulas 100-ra(500-rol) lassitva. 215 fok, 0.3mm reteg, 0.4mm vonal
4. Kalibralatlan geppel, eredeti beallitasokkal. 205 fok, 0.3mm reteg, 0.4mm vonal
5. Kalibarlas utani, kalibralt flow 215 fok, 0.3mm reteg, 0.45mm vonal
6. Kalibralas utani, kalibralt flow, 215 fok, 0.3mm reteg, 0.4mm vonal
7. Kalibralas utani, kalibralt flow, 215 fok, 0.2mm reteg, 0.4mm vonal(#14109) Saccco: Biztos nem nedves, vakuumos volt es egy het alatt elfogyott. Egy vonal vastagsaga neked 0.4mm ha visszamered?
Az az erdekes, hogy terfogatilag mintha nem jonne ki a dolog, mert ahol a feluleten latszodik hezag az infill korul, az vegig hianyzik a teljes Z iranyban.
[ Szerkesztve ]
-
Reggie0
félisten
Meg volt lazulva az extruderen a mozgo kar tartocsavarja, aminek emiatt volt egy oldaliranyu holtjateka es nem szoritotta elegge a filamentet, emiatt az csuszott. Most nekifutok megint elolrol a teszteknek.
Amugy azt vettem eszre, hogy valahol 2 es 3 mm/s, azaz 0.4-es nozlival es 0.3mm-es retegvastagsaggal valahol 40 es 60mm/s kozott lehet a maximalis nyomtatasi sebesseg. 60-nal mar csuszik a filament.
-
Reggie0
félisten
válasz
Saccco
#14109
üzenetére
Kezd megoldodni a rejtely, igy nez ki a feeder szoritokarja 350 meter utan:

Pedig hasznalok filament guide-t is, hogy ne meredeken erkezzen a feederbe.
Az alap problema az, hogy akad neha a filament es amugy is nagy a slipje, erosen fugg a nyomtatasi sebessegtol is.
Ezen kivul a rogzitocsavar is szeret kicsavarodni es lotyogni, igy csokkentve a szoritoerot.[ Szerkesztve ]
-
Reggie0
félisten
válasz
Saccco
#14123
üzenetére
0.15mm.
Most mar visszatertem a kalyhahoz, minden beallitas az eredeti, kivetel a firmware verzioja, es igy ugyan olyan szepen nyomtatna, ha neha nem akadna meg a filament, amitol sok reteg valik el.
A motor nem volt meleg, de en meg idoben eszrevettem hogy gond lesz, mert kezdett romlani a minoseg es nem eroltettem sokat. Kezzel fogva kellemes langyos volt, majd maskor csinalok kepeket hokameraval is.
(#14124) Mr.Csizmás: A moricz kornyeken vagy kinyomtatom neked. Amugy en nem nyomtattam ujat, hanem kicsit felfurtam es erveghuvelyt toltam bele. Illetve kapott egy alatetet is a csavarhoz, sullyeszve, hogy csokkentsem a surlodast es ne uljon fel a motor tartojara teljesen:


[ Szerkesztve ]
-
#14130
Reggie0
félisten
DrojDtroll
#14129
Reggie0
félisten
válasz
DrojDtroll
#14129
üzenetére
Szerintem azert megnyugtatobb az, ha minel tobb a fem alkatresz a hoforrashoz kozeli reszekben.
-
Reggie0
félisten
Na, ugy nez ki, nekem megoldodott az ender 3 extruder problemam:
1. kiderult, hogy az extruder feszitokarjaba belemart a filament es ezert szorult ott a filament es nehezen huzta. Ezt eloszor kicsit felfurtam es erveghuvely fem reszet beleraktam, de nem volt jo, mert a pereme eles es az akasztotta ismet a filamentet, ezert vegul siman csak felfurtam fereden a luk elejet, hogy ne tudjon a filament megszorulni.
2. probaltam a feszessegen javitani, mert mindig pattant egyet es visszabbugrott a szal. Nyomtattam hozza rugo alatetet, amibol erosebben nyomta, de ez csak rontott a helyzeten es meg kisebb sebessegnel is ugrott. Kezzel rafeszitettem, akkor meg szinte mindig, tehat annyira megfeszitette a leptetomotort, hogy amiatt nem tudott forogni.
3. Egyertelmu lett, hogy nem a feszitogorgo erejevel van a gond, hanem mashonnan ered a problema. Eloszor szetszedtem az extrudert, hatha clogging van vagy hasonlo, de semmi gond nem volt. PTFE csoben is konnyen futott a szal, igy ezt a reszt hagytam. Viszont amikor a dobrol akartam huzni a filamentet az extruderen keresztul(kinyomott feszitovel) eleg nehez volt, mikor tekerni kellett a dobot is, pedig van vezetokar a keret tetejen. Ilyen allapotban ugy nyomtatott, hogy egyes retegeknel alulextrudalt, mint ahogy a mellekelt kepeken is lathato a karoknal, hogy par mm magassagban hianyos reteg van es ez neha ismetlodik, tehat osszefugg a dob forgasaval. Kinyomtattam egy a leptetomotorra rakhato egyszeru vezetot, de nem segitett semmit.
4. Vegul kinyomtattam ezt a gorgos filament vezetot: thing:3369736 Es azota hibatlanul nyomtat, a kepen lathato 11 centis gyurun egy hiba sincs.
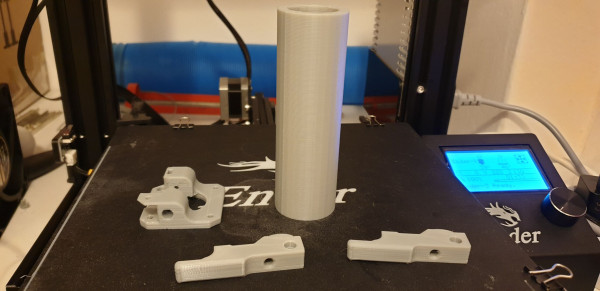
[ Szerkesztve ]
-
Reggie0
félisten
Ender 3-mal eszrevettem, hogy ha a modellem ugy generalom le, hogy a kort nagyon sok kis egyenessel kozelitem meg, akkor blob-ok jelennek meg, ha kozepesen, akkor szepen jon. Ugyan az az objektum, az elso esetben 7.6MB a gcode (0.3 mlayer), a masodik esetben 4.6MB, nyomtatasi ido egyarant 1.5 ora. Kiszamoltam, hogy elso esetben ez atlagosan 14.8 kbaud atlagos sebesseget igenyel. A proci nem birja, vagy a 115.2kbaud a keves?
-
#14163
Reggie0
félisten
gerleimarci
#14162
Reggie0
félisten
válasz
 gerleimarci
#14162
üzenetére
gerleimarci
#14162
üzenetére
SD-re se masolja gyorsabban. 115.2kbaud, az 11.25KiB/s brutto.
[ Szerkesztve ]
-
Reggie0
félisten
Igen. Szerintem AVR32-re konnyen lehetne marlint portolni. Az AT32UC3C szeria raadasul 5V-ot is tamogat es kb. ilyen feladatokra lett kitalalva, van kulon PWM modul benne, komplementer kimenetekkel, hardveres dead time, fault inputok, DMA-val is etetheto memoriatombbol, szoval prociido se igazan kell a leptetok vezerlesehez regiszter vedelem, hogy hibas pointer ne tudja felulirni, stb. stb....
[ Szerkesztve ]
-
Reggie0
félisten
válasz
 vizimento
#14182
üzenetére
vizimento
#14182
üzenetére
Elsonek amit nyomtassal ki mindenek elott, az a hozza kapott sdkartyan levo kutya. Ezt tedd el, mert ha mar nagyon elborult minden ehhez fogsz visszamenni es ujranyomtatni, ha gond van es elolrol kezdesz minden beallitast.
Firmware frissites szinten kotelezo, mert a gyariban nincsen homegfutas vedelem, azaz ha valamilyen hiba miatt levalik a termisztor, akkor gyulladasig fogja melegiteni magat. Emiatt csak ugy hasznalhato, ha folyamatos felugyelett alatt melletted van. Viszont egy nyomtatas akar 6-10-20 ora is lehet, ha bonyolult egy model, szoval elobb utobb szukseged lesz ra. Mar gyulladtak ki lakasok emiatt.
Amit en eddig nyomtattam es kb. kotelezo:
Filament Guide
2020 Filament Guide
Fan guard
Damping FeetEzen kivul meg egy filament dob tartot is csinaltam, de az sajat, mert rossz HDD-k motorjat hasznaltam bolti csapagy helyett
 De valamilyen csapagyazott dob tartot igencsak ajanlatos kesziteni, mert a dob surlodasa erosen befolyasolja a maximalis nyomtatasi sebesseget es a minoseget. Ez jonak tunik: [link]
De valamilyen csapagyazott dob tartot igencsak ajanlatos kesziteni, mert a dob surlodasa erosen befolyasolja a maximalis nyomtatasi sebesseget es a minoseget. Ez jonak tunik: [link][ Szerkesztve ]
-
#14195
Reggie0
félisten
DrojDtroll
#14189
Reggie0
félisten
válasz
DrojDtroll
#14189
üzenetére
Igen, en is az epitesre jutottam, bar en kihagyom a mikrokontrollert -megy rpire- es az enkodert, nyomtatok fogas tarcsat es egy optokapuval megoldom.
Bar van aki meg jobban leegyszerusiti es PS2-es, gorgos egerbol csinal: [link]
[ Szerkesztve ]
-
#14197
Reggie0
félisten
DrojDtroll
#14196
Reggie0
félisten
válasz
DrojDtroll
#14196
üzenetére
Ha kelloen nagy az atmero akkor nem problema, csak kis meretben maceras a nagy felbontas. Foleg ilyen kis fordulatszam mellett.
Vagy marad az ebayes encoder, kinabol 22 dolcsi az 1024-es.
[ Szerkesztve ]
-
#14200
Reggie0
félisten
DrojDtroll
#14198
Reggie0
félisten
válasz
DrojDtroll
#14198
üzenetére
Nem a gorgoe, hanem az enkoder tarcsae.
4mm-es gorgovel 1256-os impulzus kell, hogy meglegyen a 0,01mm-es felbontas. Ez persze tul nagy sajat tarcsahoz, ehhez 2*0,4*1256-os keruletu tarcsa kene, azaz 2*0,4*1256/3,14=320mm atmeroju. Viszont a 0,05mm-es felbontas mar 64mm-es tarcsaval megoldhato. 6mm tengelyen rendre 480mm es 96mm a megoldas.
[ Szerkesztve ]
-
#14201
Reggie0
félisten
pirosvilamos
#14199
Reggie0
félisten
válasz
 pirosvilamos
#14199
üzenetére
pirosvilamos
#14199
üzenetére
Nem birja az extruder nyomatekkal. Mekkora a nozzle, retegvastagsag, vonalszelesseg, nyomtatasi sebesseg es a homerseklet?
Hasznalsz gorgos szalvezetot, es csapagyazott dob tartot?
[ Szerkesztve ]
-
#14203
Reggie0
félisten
DrojDtroll
#14202
Reggie0
félisten
válasz
DrojDtroll
#14202
üzenetére
Van ertelme kolcsonkerni?
-
#14205
Reggie0
félisten
DrojDtroll
#14204
Reggie0
félisten
válasz
DrojDtroll
#14204
üzenetére
Az nem fog menni. Filamentek kozott is lesz kulonbseg, mert elteroen vannak adalekolva. Meg a szin sem mindegy.
-
-
Reggie0
félisten
Azoknak akik ender3-mal szivnak, itt van egy tablazat az extruder kalibralasarol szurke gembird filamenttel es 0,4-es nozzleval:
100mm extrude
93step/mm 95.88step/mm
200 °C 210 °C 220 °C 230 °C 200 °C 210 °C 220 °C 230 °C
10 mm/min 96,0 mm 97,0 mm 97,0 mm 97,0 mm 99,0 mm 100,0 mm 100,0 mm 100,0 mm
17 mm/min 99,5 mm 100,0 mm 100,0 mm
25 mm/min 95,0 mm 96,0 mm 97,0 mm 97,0 mm 99,0 mm 99,8 mm 100,0 mm
50 mm/min 92,0 mm 95,0 mm 96,0 mm 98,0 mm 98,0 mm 99,0 mm
75 mm/min 91,0 mm 97,0 mm 99,0 mm
100 mm/min 90,5 mm 93,0 mm 96,0 mm 98,0 mm
125 mm/min 88,0 mm
150 mm/min 86,0 mm 90,5 mm 97,0 mm
200 mm/min 94,0 mm[ Szerkesztve ]
-
Reggie0
félisten
válasz
 Mp3Pintyo
#14217
üzenetére
Mp3Pintyo
#14217
üzenetére
Mekkora a nyomtatas sebessege es milyen nozzleval milyen retegvastagsaggal nyomtatsz?
Nekem ugyan ez volt a gondom, a nyomtatasi sebesseget kellett csokkenteni es a homersekletet felvenni. Az a baj, hogy ha nagy sebessegnel kalibralod a flow-t, akkor a kis sebessegnel blob-os lesz, foleg az ivek korul. Ha kis sebessegnel kalibralod, akkor a nagyobb sebessegnel hiany lesz es ugy fog kinezni, mint a tied. Kezdetnek irjal at minden printspeedet 20mm/s-re es 0.3-as retegvastagsaggal es 220 fokkal nyomd ki.
En pont tegnap ejjel szoptam ezt vegig, vagy 8 oran keresztul. De most tokeletesen nyomtat. Nezd meg a tablazatot amit nemreg irtam: [link]
Ime a peldam: nagy filament sebessegnel kalibralt nagy sebesseg, kis filament sebessegnel kalibral nagy sebesseg, kis filament sebessegnel kalibralt kis sebesseg

[ Szerkesztve ]
-
Reggie0
félisten
válasz
Mp3Pintyo
#14225
üzenetére
En a helyedben inkabb a kalyhatol indulnek, szoval ha feltetelezed, hogy a retractnal a lotyoges a problema, akkor leoszor a retractot kapcsol ki es ugy probald meg. Amugy nem az lesz a gondod, a pressure fitting nem fog segiteni rajtad. Ha nem jo a nyomtatasi sebesseged akkor eleve az a gond, hogy befele egy fordulattal kevesebb anyagot nyom be, mint amennyit kifele huz, tehat egy ki-be huzas utan anyaghiany lesz, fuggetlenul attol, hogy lotyog-e a fitting.
[ Szerkesztve ]
-
Reggie0
félisten
válasz
 Tankblock
#14237
üzenetére
Tankblock
#14237
üzenetére
Szerencsere itt nincs gond vele, a hotend oldalon nagyon szorosan all benne. Egyszer en is erre gondoltam es szetkaptam az egeszet, de semmi nyoma cloggingnak.
Az ender 3 extruder leptetomotorja egyszeruen gyenge, de ezt irjak is sok helyen. Viszont lehet hozza atteteles extrudert alkalmazni, en most fogok kiprobalni egy 1:4-es attetes bolygomuvest.
[ Szerkesztve ]
-
#14246
Reggie0
félisten
Mr.Csizmás
#14244
Reggie0
félisten
válasz
Mr.Csizmás
#14244
üzenetére
Nem kotelezo, erre is jo a PWM.
(#14245) Dyingsoul: kb. 235-os az ender lapja.
[ Szerkesztve ]























 De valamilyen csapagyazott dob tartot igencsak ajanlatos kesziteni, mert a dob surlodasa erosen befolyasolja a maximalis nyomtatasi sebesseget es a minoseget. Ez jonak tunik:
De valamilyen csapagyazott dob tartot igencsak ajanlatos kesziteni, mert a dob surlodasa erosen befolyasolja a maximalis nyomtatasi sebesseget es a minoseget. Ez jonak tunik: 






Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

- Microsoft Surface Pro 6 12.3" 2736 x 1824/i5 8350u/
- Legjobb ÁR!!!HP EliteBook 640 G9 Ezüst (14" / Intel i5-1235U / 16GB / 512GB SSD / Win 11 Pro)
- HP Probook 340S G7 i5-1035G1/8GB/256SSD/Windows 11
- MSI MAG274QRF-QD QLED Gamer Monitor!27"/2k/165hz/1ms/Freesync-Gsync/Type C/Konzolhoz is/Beszámítás!
- Sennheiser Epos H3 White Gamer Fejhallgató Eladó!
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Alpha Laptopszerviz Kft.
Város: Pécs