- DIGI műholdas TV
- Középpontba kerültek a hibrid autók, alig fogyaszt a BYD újdonsága
- Vodafone otthoni szolgáltatások (TV, internet, telefon)
- Itt van az eddig legjobban teljesítő kétfiókos NAS a TerraMastertől
- DIGI kábel TV
- Egyre több európai használja a Telegramot, ezért megkereste az EU
- Windows 11
- Windows 10
- Linux kezdőknek
- Facebook és Messenger
Új hozzászólás Aktív témák
-

buci868
csendes tag
Sziasztok!
Egy kis segítséget kérnék hátha tudok segíteni nekem PLC tanfolyamok egyik modulja a :
informatikai és műszaki alapok 10007-16 , nem találok róla semmit a neten ,hogy mit tartalmaz a modul , milyen témaköröket érint stb....
Ha valaki csinálta volna már ezt vagy van valami anyaga vázlata információja akár gyakorló vizsga kérdések stb. ezzel kapcsolatban az elküldhetné nekem írjon rám privátba vagy linkelje be stb....Nagyon Köszönöm előre is a segítségeteket!!!!

-
buci868
csendes tag
Köszi!!! de ezt én is megtaláltam ez a 10007-12 modul nem a 10007-16 os ,
meg ebből nekem nem derül ki hogy pontosan milyen tanulni való témaköröket tartalmaz vagy hogy miről szól pontosan:
pl szakami ismereteknél a linkben : mechanika?? ez most mi? egy két támaszú tartónak a statikai vizsgálatát kéne tudni? vagy xy anyagból készült test szilárdságtanát.....eléggé kétlem hogy PLC tanfolyamhoz kéne...ezért is írtam ha netalántán csinálta ezt már meg valaki annak ha lenne hozzá anyaga, vázlata, gyakorló vizsga kérdések stb. talán az lenne a legjobb....
-

Linem
senior tag
válasz
 buci868
#7351
üzenetére
buci868
#7351
üzenetére
Én kétszer is elvégeztem külön szakmáknál ezt a számú képzést, de valójában nincs róla semmi írott anyagom, mert ezeken az órákon csak meséltek a tanárok. Semmi különlegeset nem mondtak. A nagy részére csak aludni és filmet nézni jártunk be, hiszen csak pár alkalomról van szó.
Amit a neve is takar, informatikai alapok: hardver, szoftver, számrendszerek, hálózatok, logikai műveletek, stb.
A részszakképesítésű PLC programozó tanfolyamnál inkább egybe szokták vonni a PLC-s modulzáróval a végén. A többi szakmánál, ami tartalmaz PLC programozói képzést is, azoknál külön van ebből is modulzáró, de elég csak az alapokból felkészülni, ha van kedved. Ha nincs, akkor megkeresed a válaszokat a mobilodon. Ezeket nagyon ritkán veszik komolyan. Inkább már a modulzárók utáni szakmai vizsgára szoktak jobban összpontosítani, de ez attól is függ, hogy hol végzed, mert az én esetemben azok sem voltak túlságosan nehezek. Persze te ne vegyél rólam példát, járjál be rendesen, és tanuljál is! Én egy kicsit lusta voltam hozzá..
-

Tomika86
senior tag
Sziasztok!
Gyári gépemre a Siemens programok feltelepítése után nagyon belassult a laptop, majd hibaüzenetet ad.
Mi a teendőm?
WinCC-hez rakott fel SQL progit és az akad össze valamivel:
[Hibaüzenet]
Itt pedig amik fennt vannak:
Telepített programok
Jelenleg kb 15perc mire magához tér a gép, ami nem gyenge. Dell Latitude E5570Köszönöm a segítséget!
-

crucified
tag
válasz
 Tomika86
#7355
üzenetére
Tomika86
#7355
üzenetére
Szia, a Windows szolgáltatásainál nézd meg, hogy elindult-e az SQL server. Amennyiben nem, manuálisan indítsd és úgy próbáld meg a WinCC-t elindítani.
Szerintem "csak" ez a baj.
A Siemens programok "atomerőművet" kívánnak - pl. harmadik generációs Core i7, 32 GB RAM, 256 GB SSD -.
-

jmarcell
csendes tag
Sziasztok!
Olyan kérdésem lenne, hogy webserverrel van-e valakinek tapasztalata? Szeretnék csinálni egy tag-ből változtatható szélességű téglalapot, megoldható ez valahogy? Az lenne a cél, hogy ahogy készülnek a munkadarabok úgy nő százalékosan a téglalap szélessége, viszont sehogy nem fogadta el még a tag-et ilyen esetben...
Előre is köszönöm a segítséget!
-
#7365
 darkengurry
csendes újonc
darkengurry
csendes újonc
darkengurry
csendes újonc
Sziasztok,
Új vagyok a PLC programozásban és a program, ami a munkahelyen rendelkezésre áll elég gáz.Tudtok ajánlani egy programot, ami lehetővé teszi a program gyors elkészítését? Ha már van egy működő program, az alapján könnyebben haladok az eredeti fejlesztői környezetben. Mostanában főleg létra diagrammal dolgozunk.
-
#7366
 spkkill
tag
darkengurry
#7365
spkkill
tag
darkengurry
#7365
spkkill
tag
válasz
 darkengurry
#7365
üzenetére
darkengurry
#7365
üzenetére
Üdv!
Ennek a kérdésnek így semmi értelme.Milyen PLC áll rendelkezésedre,milyen szoftverrel? -
#7367
 byte-by
tag
darkengurry
#7365
byte-by
tag
darkengurry
#7365
byte-by
tag
válasz
darkengurry
#7365
üzenetére
csatlakozom az elöttem szólóhoz.
legalább azt jó lenne tudni, mi az a "gáz" program.
milyen PLC-k vannak, vagy milyen fejlesztő környezet. -
#7368
darkengurry
csendes újonc
byte-by
#7367
darkengurry
csendes újonc
válasz
 byte-by
#7367
üzenetére
byte-by
#7367
üzenetére
Bocs, ha em volt tiszta a hozzászólásom.
Tehát GX Works 2-t használunk aminek a fejlesztői környezete számomra kényelmetlen, nehezen átlátható, ezért keresek akármilyen más szoftvert, amiben elkészítem a programomat, aztán amikor már működik, ugyanúgy elkészítem GX works 2-ben, de akkor már nem kell tesztelni, nem kell módosítani rajta semmit.
Szóval a program fejlesztését egy gyors, modern, könnyen kezelhető fejlesztői környezetben csinálnám meg, csak a kész programot kellene elkészítenem a GX works 2-ben.
Feltételezem a létra diagramnak az alapelvei mindenhol ugyanazok.
-
#7369
 Szirty
őstag
darkengurry
#7368
Szirty
őstag
darkengurry
#7368
Szirty
őstag
válasz
darkengurry
#7368
üzenetére
"Feltételezem a létra diagramnak az alapelvei mindenhol ugyanazok."
Azok igen, a "kondenzátor" mindenhol NO érintkezőt takar, a "zárlatos kondenzátor" meg NC érintkezőt.
Viszont speciális utasítások (pl. adatmozgatás, összehasonlítás, mat. műveletek, rendszer funkciók) de még az időzítők, számlálók is alapvetően eltérhetnek.
Nem beszélve a teljesen eltérő címzésmódokról, adatterületekről, stb. -
#7370
And
veterán
darkengurry
#7368
And
veterán
válasz
darkengurry
#7368
üzenetére
Szia,
Ennek én nem sok értelmét látom, a gyakorlatban ráadásul (majdnem) dupla munka, hisz a végeredményt így is, úgy is be kell majd vinned a cél PLC-hez tartozó programba.
"Feltételezem a létra diagramnak az alapelvei mindenhol ugyanazok."
Az elv nagyon hasonló, csak épp a megvalósítás nem, és ez ismét csak bonyolítaná a munkádat. Minden egyes fizikai címet át kellene fordítani a végleges CPU-hoz, vagy tisztán szimbolikus címzésnél létre kellene hozni a szimbólumtáblát mindkét programban. A működésről is csak a legvégén tudsz megbizonyosodni, még ha támogatott is valamilyen szintű szimuláció mindkét keretprogramban. Amit szeretnél, egy kicsit olyan, mintha - PLC-től kissé elvonatkoztatva - neked nem lenne szimpatikus például a C++ nyelv, ezért először mondjuk Pascal-ban írnád meg a szükséges programot. Lehet, hogy hasonlatnak nem az igazi, de mégis.
Tény, hogy nem találkoztam még a GX Works programmal, de jó néhány más PLC-s környezettel igen, amelyek esetenként még egy adott gyártó különböző sorozatainál is elég nagy eltérést mutattak használhatóságban, kinézetben, célszerűségben. De az semmiképp nem jutott volna eszembe, hogy egy másikban írjam meg a szükséges alkalmazást csak azért, mert a célgéphez tartozó szoftver valamiért nem fekszik nekem. Amelyekkel találkoztam, mindig biztosítottak lehetőséget a gyors használatra (egerészés helyett például gyorsbillentyűkkel), és mindegyikben volt valami olyan, ami a többiekhez képest kevésbé szimpatikus volt, más tulajdonságában pedig jobb. El kell fogadni, hogy nem létezik olyan általános fejlesztőkörnyezet, amely minden hardverhez jó, és mindenkinek maximálisan megfelel. -
#7371
byte-by
tag
darkengurry
#7368
byte-by
tag
válasz
darkengurry
#7368
üzenetére
halo
(egyetértve az előttem szólóval, ismét..és ha már dolgoztam vele.)
hát ez azért nem teljesen így működik. valóban kissé értelmetlen.
a rossz hír, hogy hiába írod meg pl. omron cx-programmerben, mindenképp át kell írnod
a gxw 2-re.
lehet, hogy a ladder logika hasonló, de az effektív programozás mégis más és más.
idegen programot, ami lehet, hogy a symbol neveket vagy címeket nem is tartalmaz, gyakorlatilag lehetetlen.de maradjunk a Te példádnál és a cx-programmernél, viszonylag jól hsználható és az is japán.
mondjuk megírod a programot.
de mások a címek,lehet el sem fogadja a symbol neveket, más a timer-számláló logika,az omronnál section-ök vannak, a mitsu-nál egy POU és egyéb funkció blokkok.
persze, minden program átfordítása megkísérelhető, a gépgyártók is olyan PLC-vel dolgoznak amilyet a megrendelő kér, és előfordulhat, hogy két gép ugyanazt csinálja vagy nagyon hasonlót, de más a megrendelő, és más a vezérlő elvárás.
bár ebben az esetben eleve és alapból más a program tervezés.én magam egyszer csináltam ilyesmit pont egy mitsubishi FX-ről egy s7-1200-ra, szükségből.
egy nagyon egyszerű ladder programot. ha lett volna rá több idő, mint amennyi volt, akkor átterveztem volna a programot, de sajnos nem volt rá idő, így a program elég szarul nézett ki, bár rendesen működött.a rászánható idő kulcskérdés.
még egyszerűbb esetben is előfordulhat, hogy nagyon nagy munka. olyan mintha kétszer dolgoznál.
de a kérdésedre válaszolva a (omron) cx-programmert próbáld meg.
vagy inkább próbálj megbarátkozni a gxw2-vel.[ Szerkesztve ]
-
buci868
csendes tag
Szevasztok
Valakinek van itt tapasztalata a pesti Solter-Line oktatási központtal és a Focus oktatási központtal ?? szerintetek melyik a jobb hol színvonalasabb a PLC tanfolyam. Vagy esetleg mindegy vagy tudtok ajánlani valami mást , BP , pest megye , heves megye ami helyileg jó lenne nekem ....
Köszi a segítséget
-
Szirty
őstag
-
Tomika86
senior tag
Na ez az amit nem tudom ugyanaz e.
Protoolnál az Event messagesben lévő összes üzenetet beírtam a discrete alarm-ba WinCC-ben(Warning-ként). Utána vettem észre, hogy amikor Protoolban megyek az üzenetek között ott van egy pici ablak ami a prioritását mutatja.[ Szerkesztve ]
-
Tomika86
senior tag
Sziasztok!
Még egy kérdésem lenne, van egy nyomógombom ami a plc programban egy bitet set-el. Ha mégegyszer megnyomom a gombot akkor reseteli a bitet.
Hogy tudom ezt a kijelzőn a nyomó gombnál vissza jeleztetni?
Jelenleg kapcsolót raktam le és a process tagnél van a bit beállítva.
De így tudom ezt is kapcsolni a képernyőn csak nem csinál semmit, mert az eseményt üresen hagytam.
Elég lenne annyi ha a bit értéke 1 akkor On ha 0 akkor Off legyen kiírva a nyomógomb mellett.A text-nél a visibilitynél állítom be úgy jó lene? 1re az ON 0ra az OFF text jelenjen meg.
[ Szerkesztve ]
-
Szirty
őstag
válasz
Tomika86
#7377
üzenetére
Szia!
Szerintem:
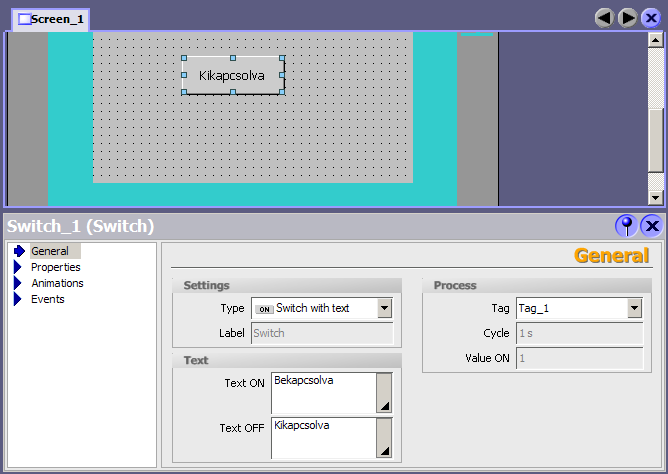
Leraksz egy Switch-et.
Type-nál beállítod hogy: "Switch with text"
Process Tag-nél beállítod a bitet amit kapcsolni / kijelezni akarsz
A Text ON mezőhöz beírod mi legyen a felirata amikor a process tag 1
A Text OFF mezőhöz beírod mi legyen a felirata amikor a process tag 0
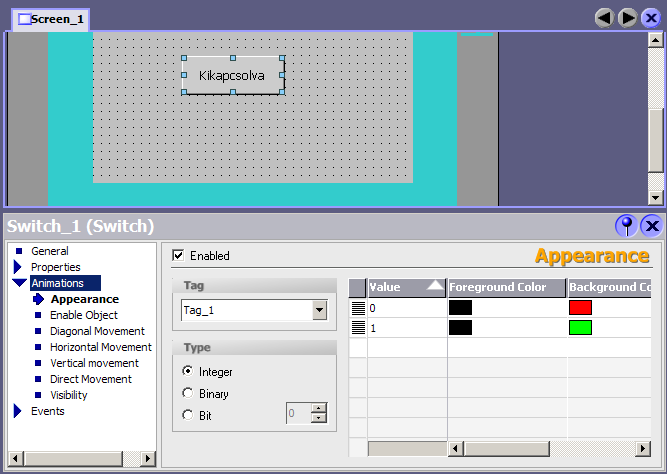
Ha azt akarod hogy a színe is mutassa az illető bit állapotát, akkor az Animations / Appearance-nél hozzárendeled a két állapothoz kívánt színeket, ahol ugyanazt a tag-et adod meg.

Events-hez nem kell semmi.
Így a bit a gomb (ami valójában switch) megnyomására 1-be vált, újboli megnyomásra 0-ba vált, ennek megfelelően változik rajta a felirat és a színe.
[ Szerkesztve ]
-
-
Szirty
őstag
válasz
Tomika86
#7379
üzenetére
Már bocsánat, de azt írtad van egy gombod amit ha megnyomsz egyszer bekapcsol egy bitet ha mégegyszer akkor meg kikapcsolja a bitet és szeretnéd ezt visszajeleztetni szöveggel.
Erre írtam egy megoldást.
"de ettől még lehet kapcsolni a kapcsolót kézzel"
Hát hogy a viharba ne lehetne kapcsolni a kapcsolót, az a dolga?
Most már fogalmam sincs mit szeretnél.
Ha csak szöveggel akarod visszajeleztetni egy bit állapotát, de nem akarod hogy át lehessen kapcsolni (mert mondjuk a PLC módosítja és nem a HMI) akkor használj "Symbolic IO Field"-et!
Bit esetén nem kell hozzá text listet sem kreálni ha átállítod a "mode" paraméterét "Two states"-re.(Most ment el a kedvem néhány hónapra a válasz írogatástól...)
-
crucified
tag
válasz
Tomika86
#7380
üzenetére
Szia, nézd meg a feladatkezelőben, hogy melyik szál terheli le ennyire az erőforrásokat (memória, processzor). Mondom, a Siemens programoknak ideális egy harmadik generációs Core i7, 32 GB RAM, 256 GB SSD-s gép. Szerintem ha kicseréled magát a HDD-t (gondolom hagyományos van benne) egy SSD-re, kategóriákkal fog gyorsabban elindulni.
Mi a hibaüzenet az induláskor?
üdv
-
Tomika86
senior tag
Bocsi, de úgy írtam hogy nyomógombom van amit kapcsolóval jeleztetek vissza.
Tehát van egy Button amivel megváltoztatok egy bitet a PLC-ben és ha minden teljesül akkor Set-el egy másik bitet, amit egy kapcsolóval jeleztetek vissza.
A kapcsolónak CSAK visszajelezni kell, de ne lehessen kapcsolni is.
Ezt kérdeztem, hogy a kapcsolónak a kézzel való kapcsolását ki lehet-e kapcsolni, hogy csak a program váltsa át, én ne tudjam.Közben megoldottam a dolgot azért.
Köszi![ Szerkesztve ]
-
Szirty
őstag
válasz
Tomika86
#7383
üzenetére
Számomra zavaros és nem érthető amit írsz!
Nem tudom miért emlegeted az Event-et, azzal mit akarsz. Azt sem értem mi az a "másik bit" az mit csinál és mi set-eli."Ezt kérdeztem, hogy a kapcsolónak a kézzel való kapcsolását ki lehet-e kapcsolni, hogy csak a program váltsa át, én ne tudjam."
Én meg azt válaszoltam hogy ha csak visszajelzés kell akkor használj symbolic IO field-et!
Mert az való erre nem a kapcsoó vagy a nyomógomb.Ui.: Animnation / Enable object-tel tiltható a kapcsoló működése de kell hozzá tag.
-
Tomika86
senior tag
Jó elnézést a sok hülye kérdésért. Végülis ennyit akartam megtudni:
Én meg azt válaszoltam hogy ha csak visszajelzés kell akkor használj symbolic IO field-et!
Mert az való erre nem a kapcsoó vagy a nyomógomb.Ui.: Animnation / Enable object-tel tiltható a kapcsoló működése de kell hozzá tag.
Köszönöm a segítséget!
-
crucified
tag
válasz
Tomika86
#7384
üzenetére
Szia, ott van leírva mit kell tenned.
https://support.industry.siemens.com/cs/document/29420407/what-are-the-possible-causes-of-an-unsuccessful-microsoft-sql-server-2005-2010-2014-express-installation-or-why-is-creating-or-opening-a-wincc-flexible-2008-project-aborted-?dti=0&lc=en-US
Én is csak rámentem a Siemens honlapra és beütöttem a kódot ami kiadta a megoldást.
üdv
-
Tomika86
senior tag
válasz
 crucified
#7387
üzenetére
crucified
#7387
üzenetére
Szia!
Igen ezt megtaláltam.
Megcsináltam azt, hogy eltávolítottam, majd a WinCC javításával újratelepítettem. Ugyanúgy jött a hiba.
A megjegyzésnél az van hogy a WinCC V15-nél is meg kell csinálni, ha fel van telepítve?Mert TIA Portal V15 is van WinCC-vel együtt.
Minden program legális, és sorban lett pedig feltelepítve. -
#7391
 tooomikaaa01
újonc
tooomikaaa01
újonc
tooomikaaa01
újonc
Sziasztok
Segítséget szeretnék kérni. Tiaportal 13 Web Server beállításával kapcsolatban. index.html betöltése után nem írja a "db"-t, de viszont watch táblában ha megváltoztatom az értéket akkor azt vissza jelzi GoogleChromeban. Ebben szeretnék segítséget kérni.<!-- AWP_In_Variable Name=1"WEB_DATA".WORD' -->
<!DOCTYPE html>
<html lang="en">
<head>
<meta charset="utf-8">
<title>My Title</title>
</head>
<body>
:="WEB_DATA".WORD:
<form method="post">
<input name='"WEB_DATA".WORD' type="text" />
<button type="submit">save</button>
</form>
</body>
</html>https://www.youtube.com/watch?v=i9YfFNd5UeA
Videó szerint csináltam.
Segítséget előre is köszönöm.
[ Szerkesztve ]
-
-
Szirty
őstag
Szia!
Igen, ha van rajta ethernet akkor azon keresztül programozható.
Ha kijelző is van rajta akkor PC és kábel nélkül is, bár az nehézkes."A pontos típus: LOGO! 230RCEo."
A pontos típushoz tartozik az a kód ami ilyesmi: 0BA7 vagy 0BA8 stb. Ez azonosítja pontosan melyik változat.
-
#7397
 Rigor Mortis
csendes újonc
Rigor Mortis
csendes újonc
Rigor Mortis
csendes újonc
Sziasztok!
Lenne egy teoretikus kérdésem. (Azért teoretikus, mert igazság szerint már megoldottam, de nem biztos, hogy a legelegánsabb módon.) Az alábbi kérdés S7-1200 és TIA Portal V14-re vonatkozik.
Nos, adott egy valahány (real) elemű array. Hogyan lehet ezeket az elemeket összeadni (szummázni)?
Konkrét példával élve: egy átlagolás esetén összeget kell képezni egy bizonyos mennyiségű adatból (egy array elemeiből), majd osztanom kell a részeredményt az adatok számával. Az összeadáshoz ott van az ADD funkció, de 50-100 elemnél, vagy több esetén már körülményes a használata. (Egyébként ezt alkalmaztam jobb ötlet hiányában 128 elemre.) Létezik ennél - programozási szempontból - hatékonyabb összeadási módszer is array esetén?
300-asnál STL-ben (AWL-ben) megoldható lehetne LOOP-al, pointerekkel, de az 1200-as nem "sprekkeneli" az STL-t, ugyanakkor szóba jöhetne az SCL, de az meg sajnos nekem nem pálya.
Ha valaki esetleg leírná az ötletét, azt nagyon megköszönném (már most, megelőlegezve is). A probléma nem életbevágó, csak piszkálja a csőröm.
[ Szerkesztve ]
-
-
#7399
Szirty
őstag
Rigor Mortis
#7397
Szirty
őstag
-
#7400
Rigor Mortis
csendes újonc
Szirty
#7399
Rigor Mortis
csendes újonc
Szia Szirty!
Hú, ez jó! A jelek szerint én eléggé "statikusan" gondolkoztam az átlag kiszámításakor. Amint időm engedi kipróbálom ezt a módszert.
Köszönöm szépen, hogy foglalkoztál a kérdésemmel!
Kissé pironkodom, mert nem találtam meg ezt a leírást, pedig sokat keresgéltem a témát érintő anyagot.
RM

























Új hozzászólás Aktív témák
- Kerékpárosok, bringások ide!
- Milyen TV-t vegyek?
- DIGI műholdas TV
- Apple iPhone 15 - a bevált módszer
- TCL LCD és LED TV-k
- Autós topik látogatók beszélgetős, offolós topikja
- Parci: Milyen mosógépet vegyek?
- OTP Bank topic
- Samsung Galaxy A52s 5G - jó S-tehetség
- HiFi műszaki szemmel - sztereó hangrendszerek
- További aktív témák...

- Asus K95VJ, 18,4" FHD, I7-3630QM 8x3,40 GHz, 16GB DDR3, 250GB SSD+1TB HDD, 1GB VGA ,WIN 10, Számla,
- Asus R751L, 17,3" FHD, I7-4510U, 8GB DDR3, 1TB HDD, 2GB VGA ,WIN 10, Számla, garancia
- IdeaPad 1 15ALC7 15.6" FHD Ryzen 5 5500U 16GB 512GB NVMe SSD (PCIe 4.0) gar
- Asus N73S, 17,3" FHD, I7-2670QM 8x3,10 GHz, 16GB DDR3, 250GB SSD,500GB HDD, 2GB VGA ,WIN 10, Számla,
- Asus K75VJ, 17,3" HD+, I7-3630QM 8X3,40 GHz, 16GB DDR3, 250GB SSD, 2GB VGA ,WIN 10, Számla, garancia
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Ozeki Kft.
Város: Debrecen